TIG Welding: A Comprehensive Guide to Fundamentals and Best Practices
- Jul 26, 2024
- 5 min read
What is TIG Welding?
TIG welding is Tungsten Inert Gas (TIG) welding, it is also known as Gas Tungsten Arc Welding (GTAW). It is an arc welding process that produce the weld with a non-consumable tungsten electrode. In the TIG welding process that arc is formed between a pointed tungsten electrode and the work piece in an inert atmosphere of argon or helium. The small intense arc provided by the pointed electrode is ideal for high quality and precision welding.
Pulse TIG Welding
Pulse or non-pulse current can be selected. The method using a pulse current is called Pulse Tig welding. In Pulse TIG welding, the welding current is changed alternately at a constant frequency between a pulse current and a base current. The work piece melts while the pulse current, and cools while the base current. Pulse TIG welding can be used to help move the welding pool, and it is useful for welding out of position or with materials which have higher viscosity welding pool. Higher pulse duty setting will give greater heat input, lower pulse duty will have opposite effect.
AC & DC TIG Welding
AC welding used an alternation current between the positive and negative polarities, maintaining the heat without overheating the base material. Commonly used materials are aluminum and magnesium.
DC power electrode negative used the negative polarity on the torch to pinpoint the energy flow to the material, much like a hose spraying water on a targeted area. This makes it more appealing to all metals, excluding aluminum and magnesium.
Cold & Hot TIG Welding
There are two types of TIG welding that use a filler wire: cold wire welding and hot wire welding. Cold wire welding uses a normal filler wire. Hot wire welding heats up the wire beforehand by passing a current through it.

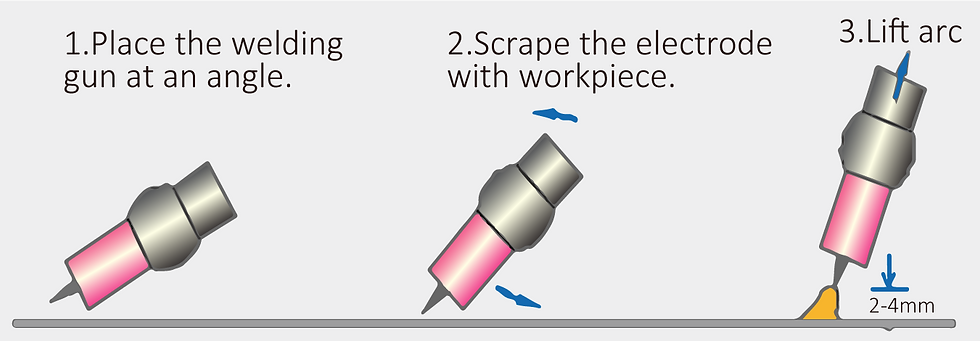
Scratch TIG, Lift TIG and HF TIG ignition

Scratch TIG is a very basic process, the TIG tungsten electrode is scratched on the work piece to initiate arc, and it must be lifted off quickly and try to prevent it sticking, but not lifted too far to avoid extinguishing the arc.
HF TIG allows the operator to position the tungsten electrode near the work piece, and simply press the torch trigger to start the arc.

Lift TIG is touched on the work piece and lifted off. The start current is very low and therefore the tungsten barely sticks to the work piece, so the point of tungsten is not damaged. The tungsten is easily lifted off the work piece.
Lift TIG is a facility which allows for starting the arc without high frequency. This is particularly useful in areas where HF could interfere with computer and telecommunications equipment.

Pre-gas
On a variable timer, allows for purging the torch and weld start area prior to establishing arc. This ensures the weld starts in an inert atmosphere.
Post-gas
On a variable timer, ensures gas coverage to protect the completed weld area from atmospheric contamination.
Up-slope
It allows you to commence welding with a gradual(timed) increase in the welding current up to the selected main current level.
Down-slope
It is gradual(timed) reduction in the welding current down to final, normally pre-set, level, thus elimination crate cracks or high temperature gas holes on completion of the weld.
2T
The trigger is pressed to ignite arc, when trigger is released, the welding stop.
4T
It saves keeping the trigger pressed during the welding cycle, especially useful during long time welding. An initial press and release of the trigger starts the weld and a subsequent press and release stops the weld.
Remote control
It normally achieved with a foot control, gives variable control of the welding current (and therefore arc). The foot control can also be used as the trigger switch.
AC frequency adjustment
This function is only be available on AC TIG welding mode. Increasing AC frequency will focus the shape of ARC, if the ARC can be controlled better, then it will increase penetration and give less heat during the same welding setting. Slower frequency will bring a wider and softer ARC shape. The AC frequency adjustment can be from 50Hz to 250Hz.
AC balance
It only presents on AC/DC TIG welders, it gives the ability to offset the AC, in order to control weld penetration, width and cleanliness.
Non-consumable Tungsten Electrode
Tungsten is used in this process since this rate, metallic element intrinsically has a high melting temperature when compared to other metals. Tungsten offers excellent electrical conductivity without being consumed. Though, erosion can still occur on the tip during the shielded metal arc welding procedure.


Pure tungsten electrode (green)
They offer good arc stability when using AC current. Used for light metals since they keep a clean, balled end. These are also the cheapest and applied for general
purpose work.
Ceriated electrodes(2% cerium grey)
Non-radioactive electrode alloyed with cerium oxide. These electrodes have great arc starting but less current capacity than lanthanum electrodes.
Zirconiated electrodes (0.7-0.9% zirconium white, 0.15-0.5% zirconium brown)
Tungsten with zirconium oxide has a high resistance to contamination and longer electrode life. Produces and extremely stable arc, it handles higher current with less spitting, better arc starts and arc stability. Thus it is used when the highest quality is needed.
Thoriated electrodes (1% thorium yellow, 2% red, 3% purple)
Common in the welding scene as they were the first to beat pure tungsten electrodes in DC welding arc performance. They have a high current carrying capacity and they maintain the shape of the tip longer. Thorium emits alpha radiation, which can harm the respiratory. A dust extraction system is required for collecting the dust during tip grinding.
Lanthanum electrodes (1% lanthanum black, 1.5% gold, 2% blue)
Non-radioactive electrode alloyed with lanthanum oxide. Characterised by excellent arc stability properties with low erosion rate. A bit less efficient than thoriated electrodes.
Tungsten Electrodes diameter vs welding current
Non-radioactive electrode alloyed with cerium oxide. These electrodes have great arc starting but less current capacity than lanthanum electrodes
Tungsten diameter (mm) | DC current(A) Torch negative 2% Thoriated | AC current(A) Unbalanced wave 0.8% Zironiated | AC current(A) balanced wave 0.8% Zironiated |
1.0 | 15-80 | 15-80 | 20-60 |
1.6 | 70-150 | 70-150 | 60-120 |
2.4 | 150-250 | 140-235 | 100-180 |
3.2 | 250-400 | 225-325 | 160-250 |
4.0 | 400-500 | 300-400 | 200-320 |
Shield gas
Inert shield gas is fed to the TIG torch to keep the weld pool free from contamination while the current is supplied to the welding arc. The shield gas flow is essential in protection the weld puddle from oxidation and impurities from the atmosphere while the metals are melted and fused along with filler rod.
Argon is the most common shield gas
Argon +2 to 5% H2
Helium and helium/argon mixtures.
Welding torch
A welding torch is a mechanical tool specialized in melting and fusing metals. It has several types depending on its purposes:
Air-cooled TIG torches only have one gas input and are more prone to overheating, unlike water-cooled TIG torches, the primary use of these torches is for thin work piece or minor projects.
Water-cooled TIG torches have a gas input while having an input and output for water lines. It is usually for larger projects that need rapid cooling, water cooler system has to be installed.
Advantages of TIG welding
Suitable for wide varying metal thicknesses. It is even suitable for very thin materials that are difficult or impossible to join with other welding techniques.
Ideal for cosmetic welds on sculptures.
Possible in any position: vertical, horizontal, overhead.
It is easy to see workpiece during TIG welding because of minimal smoke and colorless shielding gas.
Very clean, with less spatter, smoke, sparks or fumes than other welding processes.
Extremely ductile, stronger and more corrosion resistant that other welding processes.




Cut 24 blank pieces on my Glowforge using the SVG puzzle template on 1/8 inch birch ply, kerf came out cleaner than the paid template I bought last year.
Bride wanted guests to sign each piece at the reception and it went over great.